Tire recycling or rubber recycling is the process of recycling vehicles’ tires or waste rubber that are no longer suitable for use on vehicles due to wear or irreparable damage (such as punctures). These tires are among the largest and most problematic sources of waste, due to the large volume produced, their durability, and the fact they contain a number of components that are ecologically problematic. The same characteristics that make waste tires problematic, their cheap availability, bulk, and resilience, also make them attractive targets for recycling. Nonetheless more than half of used tires are simply burned for their fuel value. Even in advanced countries like Germany, 55% are estimated to be burnt for fuel.
The properties of the gas, liquid, and solid output are determined by the type of feed-stock used and the process conditions. For instance whole tires contain fibers and steel. Shredded tires have most of the steel and sometimes most of the fiber removed. Processes can be either batch or continuous. The energy required to drive the decomposition of the rubber include using directly fired fuel (like a gas oven), electrical induction (like an electrically heated oven) or by microwaves (like a microwave oven). Sometimes a catalyst is used to accelerate the decomposition. The choice of feed-stock and process can affect the value of the finished products.
The historical issue of tire pyrolysis has been the solid mineral stream which accounts for about 40% of the output. The steel can be removed from the solid stream with magnets for recycling. The remaining solid material, often referred to as “char”, has had little or no value other than possibly as a low grade carbon fuel. Char is the destroyed remains of the original carbon black used to reinforce and provide abrasion resistance to rubber. The solid stream also includes the minerals used in rubber manufacturing. This high volume component of tire pyrolysis, until recently, has made the economic viability very difficult to achieve. Over the past five years two or three companies have discovered ways to recover the carbon in its original form.These companies have been commercially producing and selling recovered carbon black based products that successfully supplement virgin carbon black in rubber and plastics.


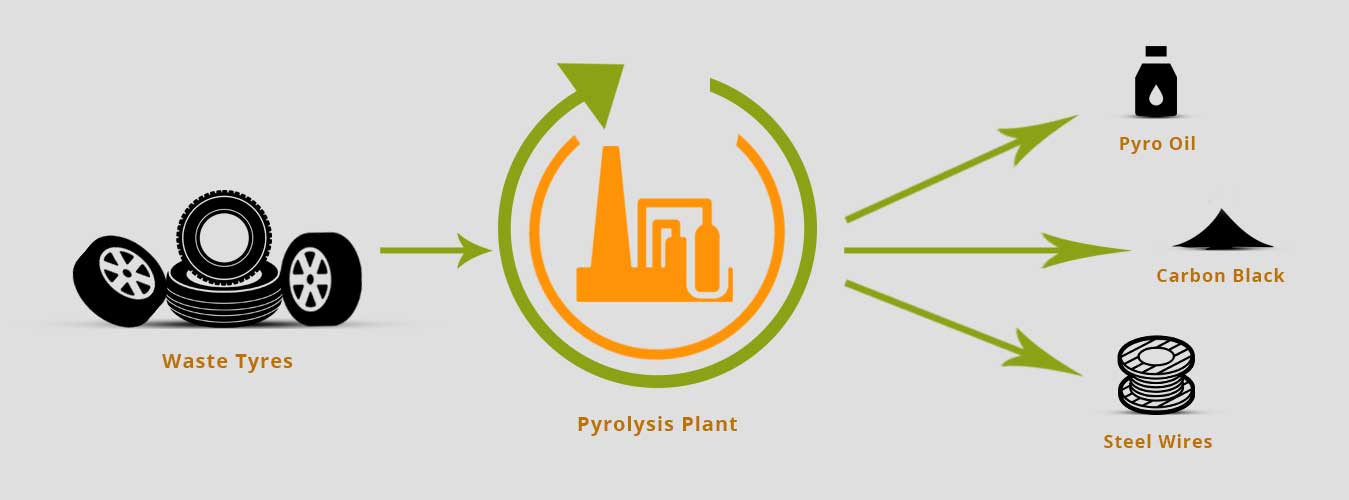
For the waste Tyre pyrolysis plant the main raw materials are waste tyres & plastic scrap, which can be easily available in any part of the world.
Indian automobile industry and tyre manufacturing companies has reported high growth in recent past and is growing year by year. Thanks to this abundant growth there is drastic growth reported in the generation of scrap or waste tyres in recent past. These waste tyres and rubber parts obtained from automobiles form one of the main raw material for Pyrolysis Plant.
Pyrolysis oil is the end product of waste plastic and tyre pyrolysis. Pyrolysis oil is widely used as industrial fuel to substitute furnace oil or industrial diesel.
Carbon Black is the main product recycled by Pyrolysis technology. The amount of recycled carbon black is 35% (depending on the type of tyres) of the total amount of scrap tyres feeded in the system.
Tyres contain steel wires and the amount range of 10% to 15% of the total tire wastage. All of the steel present in the tire can be detached after the Pyrolysis recycling process is completed.
Pyrolysis oil is the end product of waste plastic and tyre pyrolysis. Pyrolysis oil is widely used as industrial fuel to substitute furnace oil or industrial diesel.
| PARAMETERS | PYRO OIL | FURNACE OIL | L.D.O. |
|---|---|---|---|
| Specific Gravity | 0.90 – 0.92 | 0.88 – 0.98 | 0.86 – 0.91 |
| Flash Point | < 48 oC | 70 oC | 74 oC |
| Net Calorific Value | 9996 | 9650 | 10100 |
| Gross Calorofic Value | 10616 | 10200 | 10700 |
| Water Content | < 0.05 % | < 0.05 % | < 0.05 % |
| Sulphur % | 0.4 – 0.7 % | 0.8 – 1.0 % | < 1.3 % |
| Ash Content | < 0.03 % | < 0.066 % | < 0.02 % |
Carbon Black is the main product recycled by Pyrolysis technology. The amount of recycled carbon black is 35% (depending on the type of tyres) of the total amount of scrap tyres feeded in the system.
| Formulation | Carbon Black HAF (N330) |
Burnt Tyre Carbon |
|
| Pre masticated Natural Rubber | 100.0 | 100.0 | |
| Zinc Oxide WS | 5.0 | 5.0 | |
| Steanic Acid | 3.0 | 3.0 | |
| Carbon Black N330 ( HAF ) | 45.0 | 40.0 | |
| Party Carbon Black | – | 20.0 | |
| Elasto 710 Oil | 8.0 | 8.0 | |
| Antilux 654 | 1.0 | 1.0 | |
| Vulkacit MOZ/LG | 0.5 | 0.5 | |
| Sulphur | 2.5 | 2.5 | |
| TEST | METHOD | ||
| ODR @ 150 oC | ASTM – D 2084 | ||
| Min. Torque | 3.22 | 4.30 | |
| Max. Torque | 25.54 | 23.26 | |
| TS2 | 7.60 | 7.00 | |
| TC90 | 20.84 | 19.96 | |
| Cure Time @ 150 oC, Mnts | ASTM D 3182/89 | 25 | 25 |
| Tensile Strength, MPa | ASTM D 412-92/A | 14.9 | 7.0 |
| Elongation at break, % | ASTM D 412-92/A | 520 | 330 |
| 100 % Modulus, MPa | ASTM D 412-92/A | 1.2 | 1.7 |
| 200 % Modulus, MPa | ASTM D 412-92/A | 3.2 | 3.8 |
| 300 % Modulus, MPa | ASTM D 412-92/A | 6.2 | 6.2 |
| Hardness, IRHD | ASTM D 1415-88 | 53 | 59 |
| Tear Strength, N/mm | ASTM D 624 | 28 | 22 |
| Specific Gravity | IS 3400 Part 9 | 1.10 | 1.13 |
Radial Tyres contain steel wires in the range of 10% to 15% of the total tyre wastage. All of the steel present in the tyre can be detached before / after the Pyrolysis recycling process is completed.
Steel Wire can also be removed from the carbon black with magnets for recycling after the Waste Tyre Pyrolyisis and can be sold to the steel scrap dealers.
The steel wire is usually melted again to produce steel thereby reducing the burden on Virgin Raw Materials, thus helping to reduce the cost of production.